golden joint는 golden weld 혹은 closure weld라고 한다. 기술적으로 가능하지 않거나 적용할 경우 위험하거나 혹은 막대한 비용이 발생하여 압력 테스트를 할 수 없는 용접부위를 말하며, 가능한 RT등 NDE를 적용하여 leak test없이 용접의 건전성을 엄격하게 시험해야한다. 혹시 계약적으로 정의가 되어 있지 않은 해당 시험 부위가 있으면 발주처와 협의한다.

new piping이 existing piping에 연결되는 즉, tie-in point에 적용되는 용접방식으로서, 수압 테스트를 할 수 없지만 용접에 결함이 없어야 한다. 그래서 용접사의 자격에 대한 requirement도 까다롭고, 용접부위에 대한 비파괴 검사도 다른 경우와 달리 까다롭다. 일반적으로 용접의 모든 layer/pass에 대해 RT, UT, MPI/PT, PWHT, hardness test등을 수행하여 완벽히 검사한다.
golden (weld) joint는 piping연결 절차로서 용접후 hydro test를 하지 않고 대신 RT나 UT와 같은 비파괴 검사 (NDT)를 100% 수행하여 용접부위에 결함이 없음을 확신하고 설계 및 시공이 code와 standard에 적합함을 보여야 한다. tie-in 용접이나 운전중인 공정에 hot tapping을 할 때에도 동일한 상황이며 매우 큰 시스템내 한 두 군데 repair work이 진행되어 모든 시스템을 수압 시험할 경우 시간이나 비용이 매우 클 수 있다.
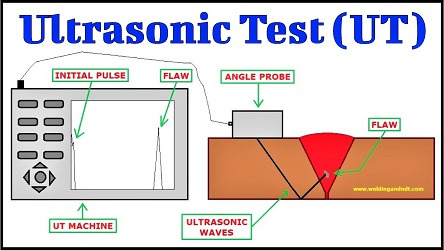
시공업체에서 golded joint적용 기준을 제시하고 해당 ISO도면에 대해 발주처로부터 승인을 받는다. fabrication method statement에 따라 용접을 수행하고 나서 ASME BPVC code section V의 기준에 따라 NDE와 최종 검사를 한다. NDE의 종류로는 radiographic test, ultrasonic test, magnetic particle test, dye penetration test 등이 있다.

ASME B31.3 (Process Piping) clause 345.2.3 (c)에 따르면 용접에 대해 visual inspection외에 100% RT나 UT를 통과하면 leak test를 하지 않아도 된다. 여기에 추가하여 end user의 spec에 따라 magnetic particle과 liquid penetrant test를 요구하기도 한다. 아울러 ASME B31.4 (Pipeline Transportation System for Liquids and Slurries)나 B31.8 (Gas Transmission and Distribution Piping)에도 tie-in point에 대해 golded pipeline weld사용을 허용하고 있다.
B31.1 (power piping) code의 para.137에 따라 성공적으로 test를 했다면 closure weld에 대한 hydro test는 필요하지 않을 수 있다. 하지만 용접부위는 para 136.4.7에 따라 visual test해야 하며 para 136.4.5에 따라 100% RT를 하거나 para 136.4.6에 따라 100% UT를 수행해야 한다.
API 570에도 비슷한 내용이 있으며 기존 시스템에 새롭게 연결하거나 교체가 필요하여 closure weld를 수행후 pressure test를 할 수 없을 때 다음 조건이 만족되어야 한다. 먼저 new piping에 대해서는 pressure test를 하고 code에 따른 검사를 하며 만약 현실성이 낮을 경우 NDE를 수행한다. 동일 size 및 두께의 배관간의 용접이며 butt weld는 100% RT를 하거나 angle beam ultrasonic flaw detection을 할 수 있다. root pass에 MT나 PT를 한다.
API RP 14E에 의하면 수압테스트나 기압테스트를 할 경우 배관이나 운전중인 유체에 부정적인 영향을 줄 경우 golden joint를 이용할 수 있다라고 언급하고 있다.

golden joint가 불가피한 예로서 적절히 수압테스트한 물을 drain하거나 건조하기 어려운 시스템에 대해 잔존하는 물이 공정상 받아들이기 어려울 경우, 실제적으로 배관을 block할 수 없을 경우, 다량의 contaminated water가 발생하는 환경적 제약 혹은 overhead pipe의 경우 span에 걸리는 하중이 커서 배관이 휘거나 굽어질 수 있는 위험이 있을 경우이다.
이 경우 대안으로 공기나 질소를 이용한 기압테스트를 할 수 있지만 이는 safety issue가 있어서 별도의 plan이 필요하며 그럼에도 불구하고 현실성이 떨어질 경우 마지막 대안이 golden joint방법이다. 이를 위해 용접은 butt weld 및 full weld이어야 하며 pipe joint는 stress가 없어야 한다.

API1104에 따른 용접사의 자격에 대한 조건 및 pipeline 용접의 recommedned practise, 비파괴 검사의 품질 기준을 자세히 다루고 있다.
golden joint의 품질관리를 위해 documentation도 매우 중요하여 welding procedure, welder qualification, NDE result등에 대한 자세한 기록들을 보관해야 한다.
#joint#weld#NDE#NDT#비파괴검사#golden#tie#hot_tapping#RT#UT#PT#ASME#BPVC#API570#API1104#API14E#butt
'배관설계' 카테고리의 다른 글
| Sight glass 이해 (0) | 2025.01.05 |
|---|---|
| condensate recovery system 이해 (0) | 2025.01.05 |
| Manual Sampling 설계 사항 (0) | 2025.01.03 |
| Basket Strainer vs. Filter (0) | 2024.12.30 |
| Piping General Requirement for Flare Lines (0) | 2024.12.24 |